
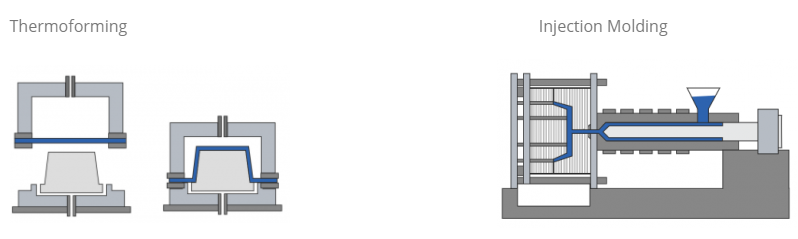
Multi-Wénkel Analyse vum Ënnerscheed tëscht
Thermoformen a Sprëtzen
Thermoformen a Sprëtzformen si béid populär Fabrikatiounsprozesser fir Plastiksdeeler ze produzéieren.Hei sinn e puer kuerz Beschreiwungen iwwer Aspekter vu Materialien, Käschten, Produktioun, Veraarbechtung a Leadzäit tëscht den zwee Prozesser.
A. Material
Thermoforming benotzt flaach Blieder aus Thermoplast, déi an d'Produkt geformt ginn. Injektiounsgeformte Produkter benotzen thermoplastesch Pellets.
B. Käschten
Thermoforming huet wesentlech méi niddreg Toolkäschte wéi Sprëtzformen. Fir et erfuerdert nëmmen eng eenzeg 3D Form aus Aluminium erstallt. Awer Sprëtzmolerei erfuerdert eng duebelsäiteg 3D Schimmel déi aus Stol, Aluminium oder enger Beryllium-Kupferlegierung erstallt gëtt. Also Sprëtzformen brauche grouss Tooling Investitioun.
Wéi och ëmmer, d'Produktiounskäschte pro Stéck am Sprëtzmolen kënne manner deier sinn wéi Thermoformen.
C. Produktioun
Bei der Thermoformung gëtt e flaach Plastikplack op eng flexibel Temperatur erhëtzt, duerno an d'Form vum Tool geformt mat Saug aus engem Vakuum oder souwuel Saug an Drock. Et erfuerdert dacks sekundär Veraarbechtungsprozesser fir déi gewënscht Ästhetik ze kreéieren. An et gëtt fir méi kleng Produktiounsquantitéite benotzt.
Bei Sprëtzformen gi Plastikpellets an e flëssege Staat erhëtzt, duerno an d'Schimmel injizéiert. Et produzéiert normalerweis Deeler als fäerdeg Stécker. An et gëtt fir grouss, héich-Volumen Produktioun leeft benotzt.
D. Ofschloss
Fir Thermoformung ginn déi lescht Stécker robotesch ofgeschnidden. Passt méi einfach Geometrien a méi grouss Toleranzen, sou datt et ideal ass fir méi grouss Deeler mat méi Basisdesignen.
Sprëtzformen, op der anerer Säit, ginn déi lescht Stécker aus der Schimmel geläscht. Et ass ideal fir méi kleng, méi komplizéiert a komplex Deeler ze kreéieren, well et schwiereg Geometrien an enk Toleranzen (heiansdo manner wéi +/- .005) ka matmaachen, jee no dem benotzte Material an der Dicke vum Deel.
E. Lead Time
Bei Thermoformung ass d'Duerchschnëttszäit fir Tooling 0-8 Wochen. Nom Tooling geschitt d'Produktioun normalerweis bannent 1-2 Wochen nodeems de Tool guttgeheescht ass. Mat Sprëtzformen dauert d'Tooling 12-16 Wochen a ka bis zu 4-5 Wochen sinn nodeems d'Produktioun ufänkt.
Egal ob Dir mat Plastikpellets fir Sprëtzformen oder Plastiksplacke fir Thermoformen schafft, béid Methode kreéieren grouss Zouverlässegkeet an héich Qualitéit. Déi bescht Optioun fir e spezifesche Projet hänkt vun den eenzegaartegen Ufuerderunge vun der Applikatioun of.
GTM Sprëtz molding MaschinnHiersteller, staark Steifheit, zouverlässeg an haltbar.
Héich Geschwindegkeet Voll Automatesch Sprëtz Molding Machine Beschreiwung
Injektioun Eenheet
Eenzylinder Sprëtz Eenheet, mat niddereg Inertia, séier Äntwert a méi héich Injektioun Genauegkeet. Präzise Injektiounsguidemechanismus garantéiert d'Pistonzenteréierung. De Réckdrock gëtt séier duerch de ganze Plastifizéierungsprozess opgestallt, wat d'Uniformitéit vun der Plastifizéierung verbessert.
Staark Steifheit, zouverlässeg an haltbar
D'Schalungsstruktur adoptéiert den europäesche Stil Design, de ëmfaassenden Optimiséierungsparameter an d'Kraaftverdeelung, de Frame BENOTZT dat héich steift Material an d'Fabrikatiounshandwierk, garantéiert déi komplett Maschinn zolidd, d'Stabilitéit ass zouverlässeg.
Dëstthermoforming Maschinn benotzt fir héich Nofro vun ewechzegeheien frësch / Fast Food, Uebst Plastik Coupë, Këschte, Placke, Container, a pharmazeuteschen, PP, PS, PET, PVC, etc.
Grouss Layout 3 Station High Effizienz Thermoforming MachineBeschreiwung
Grouss Layout 3 Station High Effizienz Thermoforming Machine: Integréiert Heizungs-, Form-, Punch- a Stackstatiounen. Thermoformer benotzt héicheffizient Keramik Heizelementer; Laser Messer Ofdréck, héich Effizienz an niddreg Käschten; Faarf Touchscreen, einfach Operatioun.

Post Zäit: Jul-15-2021